一、条式水平仪。
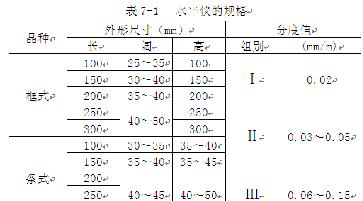
条式水平仪由作为工作平面的V型底平面和与工作平面平行的水准器 (俗称气泡)两部分组成。工作平面的平直度和水准器与工作平面的平行度都做得很精确。当水平仪的底平面放在准确的水平位置时,水准器内的气泡正好在中间位置 (即水平位置)。 在水准器玻璃管内气泡两端刻线为零线的两边,刻有不少于8格的刻度,刻线间距为2mm。当水平仪的底平面与水平位置有微小的差别时,也就是水平仪底平面两端有高低时,水准器内的气泡由于地心引力的作用总是往水准器的最高一侧移动,这就是水平仪的使用原理。两端高低相差不多时,气泡移动也不多,两端高低相差较大时,气泡移动也较大,在水准器的刻度上就可读出两端高低的差值。条式水平仪的规格见表7-1。条式水平仪分度值的说明,如分度值0.03mm/m,即表示气泡移动一格时,被测量长度为1m的两端上,高低相差0.03mm。再如,用200mm长,分度值为0.05mm/m的水平仪,测量400mm长的平面的水平度。先把水平仪放在平面的左侧,此时若气泡向右移动二格,再把水平仪放在平面的右侧,此时若气泡向左移动三格,则说明这个平面是中间高两侧低的凸平面。中间高出多少毫米呢?从左侧看中间比左端高二格,即在被测量长度为1m时,中间高2×0.05=0.10mm,现实际测量长度为200mm,是1m的 ,所以,实际上中间比左端高0.10× = 0.02mm。从右侧看:中间比右端高三格,即在被测量长度为1m时,中间高3×0.05=0.15mm,现实际测量长度为200mm,是1m的 ,所以,实际上中间比右端高0.15× =0.03mm。由此可知,中间比左端高0.02mm,中间比右端高0.03mm,则中间比两端高出的数值为(0.02 0.03)÷2=0.025mm。
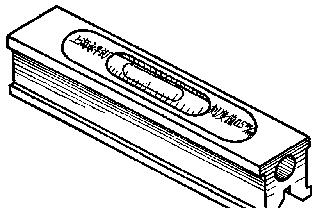
图1
二、框式水平仪
常用的框式水平仪,主要由框架1和弧形玻璃管主水准器2、调整水准3组成。利用水平仪上水准泡的移动来测量被测部位角度的变化。
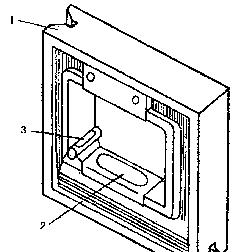
图2 框式水平仪
1-框架 2-主水准器 3-调整水准
框架的测量面有平面和V形槽,V形槽便于在圆柱面上测量。弧形玻璃管的表面上有刻线,内装乙醚(或酒精) ,并留有一个水准泡,水准泡总是停留在玻璃管内的最高处。若水平仪倾斜一个角度,气泡就向左或向右移动,根据移动的距离(格数) ,直接或通过计算即可知道被测工件的直线度,平面度或垂直度误差。
水平仪工作原理(图3),精度为0.02mm/1000mm的水平仪玻璃管,曲率半径R=103132mm,当平面在1000mm长度中倾斜0.02mm,则倾斜角 为:
水准泡转过的角度应与平面转过的角度相等,则水准泡移动的距离(1格) 为:
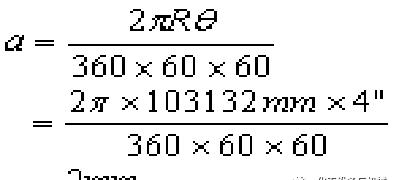
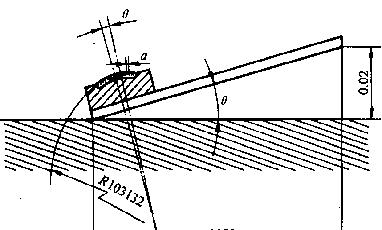
图3框式水平仪工作原理
水平仪的读数方法有直接读数法和平均读数法两种。
1)直接读数法 以气泡两端的长刻线作为零线,气泡相对零线移动格数作为读数,这种读数方法最为常用,见下图4:
(a) (b) (c)
图4
a表示水平仪处于水平位置,气泡两端位于长线上,读数为“0”;图4b表示水平仪逆时针方向倾斜,气泡向右移动,图示位置读数为“ 2”;图7-4c表示水平仪顺时针方向倾斜,气泡向左移动,图示位置读数为“-3”。
2)平均读数法 由于环境温度变化较大,使气泡变长或缩短,引起读数误差而影响测量的正确性,可采用平均读数法,以消除读数误差。平均读数法读数是分别从两条长刻线起,向气泡移动方向读至气泡端点止,然后取这两个读数的平均值作为这次测量的读数值。
图5a表示,由于环境温度较高,气泡变长,测量位置使气泡左移。读数时,从左边长刻线起,向左读数“-3”;从右边长刻线起,向左读数“—2”。取这两个读数的平均值,作为这次测量的读数值:
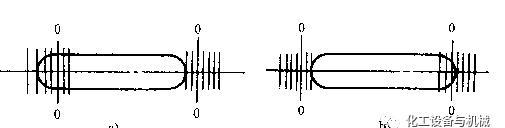
图5 平均读数法
图5b表示,由于环境温度较低,气泡缩短,测量位置使气泡右移,按上述读数方法,读数分别为“ 2”和“ 1”,则测量的读数值是:
框架水平仪的使用方法:
1 框架水平仪的两个V形测量面是测量精度的基准,在测量中不能与工作的粗糙面接触或摩擦。安放时必须小心轻放,避免因测量面划伤而损坏水平仪和造成不应有的测量误差。
2 用框架水平仪测量工件的垂直面时,不能握住与副侧面相对的部位,而用力向工件垂直平面推压,这样会因水平仪的受力变形,影响测量的准确性。正确的测量方法是手握持副测面内侧,使水平仪平稳、垂直地(调整气泡位于中间位置)贴在工件的垂直平面上,然后从纵向水准读出气泡移动的格数。
3 使用水平仪时,要保证水平仪工作面和工件表面的清洁,以防止脏物影响测量的准确性。测量水平面时,在同一个测量位置上,应将水平仪调过相反的方向再进行测量。当移动水平仪时,不允许水平仪工作面与工件表面发生摩擦,应该提起来放置。如图6所示。
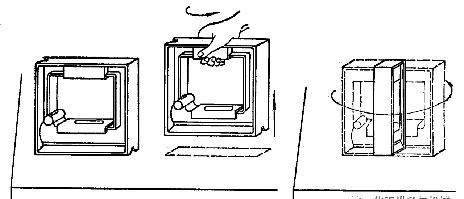
正确 错误
图6 水平仪的使用方法
4 当测量长度较大工件时,可将工件平均分若干尺寸段,用分段测量法,然后根据各段的测量读数,绘出误差坐标图,以确定其误差的最大格数。
三、光学合像水平仪
光学合像水平仪,广泛用于精密机械中,测量工件的平面度、直线度和找正安装设备的正确位置。
合像水平仪的结构和工作原理:
合像水平仪主要由测微螺杆、杠杆系统、水准器、光学合像棱镜和具有V型工作平面的底座等组成,图7所示。
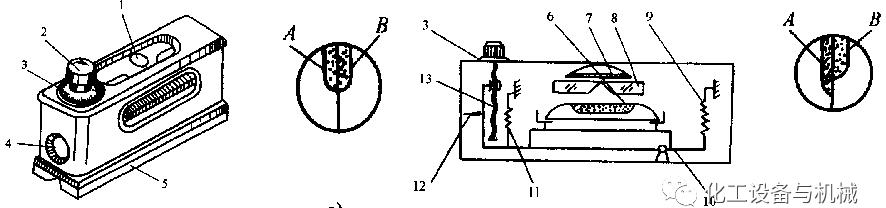
图7数字式光学合像水平仪
1、4-窗口;2-微分盘旋钮;3-微分盘;5-水平仪底座;6-玻璃管;7-放大镜;8-合成棱镜;9、11-弹簧;10-杠杆架;12-指针;13-测微螺杆。
水准器安装在杠杆架的底板上,它的水平位置用微分盘旋钮通过测微螺杆与杠杆系统进行调整。水准器内的气泡圆弧,分别用三个不同方向位置的棱镜反射至观察窗,分成两个半像,利用光学原理把气泡像复合放大(放大5倍),提高读数精度,并通过杠杆机构提高读数的灵敏度和增大测量范围。当水平仪处于水平位置时,气泡A与B重合,见图7c。当水平仪倾斜时,气泡A与B不重合,见图7d。
测微螺杆的螺距P=0.5mm,微分盘刻线分为100等分。微分盘转过一格,测微螺杆上螺母轴向移动0.005mm。
使用方法
将水平仪放在工件的被测表面上,眼睛看窗口1,手转动微分盘,直至两个半气泡重合时进行读数。读数时,从窗口4读出毫米数,从微分盘上读出刻度数。
例:分度值为0.01mm/1000mm的光学合像水平仪微分盘上的每一格刻度表示在1m长度上,两端的高度差为0.01mm。测量时,如果从窗口读出的数值为1mm,微分盘上的刻度数为16,这次测量的读数就是1.16mm,即被测工件表面的倾斜度,在1m长度上高度差为1.16mm。如果工件的长度小于或大于1m时,可按正比例方法计算:1m长度上的高度差×工件长度。
6使用特点
1) 测量工件被测表面误差大或倾斜程度大时,使用框式水平仪,气泡就会移至极限位置而无法测量,光学合像水平仪就设有这一弊病。
2) 环境温度变化对测量精度有较大的影响,所以使用时应尽量避免工件和水平仪受热。
-End-
往期荐读
热壁加氢反应器制造过程质量验收大纲
紧固件低温用材料
硫化氢腐蚀
活塞式压缩机备件入厂检验规程
常用金属材料的基本限制条件
ASME焊接材料选择指南表单清列
反应搅拌器
压力容器类别的简明判断表及相关标准体系
一、二、三级焊缝内外部质量要求
钢制压力容器焊后热处理应符合什么要求?
管道试压包确定作业指导书
化工装置首次开车规定及要求
高强度螺栓与普通螺栓
轴承游隙
GC1管道材料的选用石化装置硫化物的腐蚀
往复式压缩机安装施工工艺标准
常用国家标准、行业标准、地方标准免费查阅网址
化工项目中间交接与机械竣工的不同内涵
三查四定与工程中交要点
奥氏体不锈钢的焊条选用
《轴承编号大全》
ASMEB16.34规定的标准磅级阀门额定工作压力和试验压力